
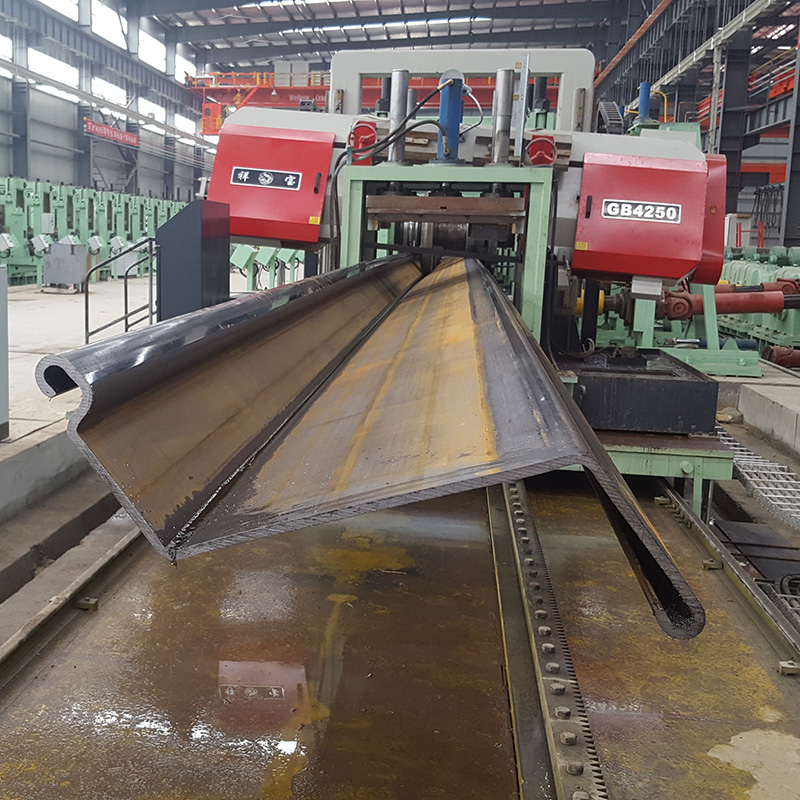
De Stolband gëtt enger kontinuéierlecher Kaltbéi-Deformatioun ausgesat, fir eng Z-fërmeg, U-fërmeg oder aner Form am Schnëtt ze bilden, déi duerch d'Schloss fir d'Bausfundamentplacke matenee verbonne kënne ginn.
Stolspëtzen, déi duerch Walz-Kaltformung hiergestallt ginn, sinn déi Haaptprodukter vu kaltgeformtem Stol am Bauingenieurwesen. D'Stolspëtzen ginn mat engem Rampefuerer an d'Fundament gedriwwen (gepresst), fir se zu enger Stolspëtzmauer ze verbannen, fir Buedem- a Waasserretention ze halen. Déi heefeg benotzt Querschnittstypen sinn: U-fërmeg, Z-fërmeg an gerade Stee-Typ. Stolspëtzen si gëeegent fir mëll Fundamenter an déif Fundamentgruewen mat héijem Grondwaasserniveau z'ënnerstëtzen. D'Konstruktioun ass einfach, an hir Virdeeler sinn eng gutt Waasserdichtheet a kënnen nei benotzt ginn. Liwwerstatus vu Stolspëtzen D'Liwwerlängt vu kaltgeformte Stolspëtzen ass 6m, 9m, 12m, 15m, a kann och no de Bedierfnesser vum Benotzer veraarbecht ginn, mat enger maximaler Längt vun 24m. (Wann de Benotzer eng speziell Längtufuerderung huet, kann dës bei der Bestellung proposéiert ginn) De kaltgeformte Stolspëtz gëtt no tatsächlechem Gewiicht oder no theoreteschem Gewiicht geliwwert. Uwendung vu Stolspëtzen Kaltgeformte Stolspëtzeprodukter hunn d'Charakteristike vun enger praktescher Konstruktioun, engem schnelle Fortschrëtt, kee Besoin fir grouss Bauausrüstung an engem gënschtegen seismeschen Design an den Déifbauapplikatiounen. D'Querschnittsform vu kalgeformte Stolspëtzen kann jee no de spezifesche Konditioune vum Projet a vun der Längt geännert ginn, wouduerch den strukturellen Design méi wirtschaftlech a vernünfteg gëtt. Zousätzlech gouf duerch den optiméierten Design vun der Sektioun vu kalgeformte Stolspëtzeprodukter de Qualitéitskoeffizient vum Produkt däitlech verbessert, d'Gewiicht pro Meter vun der Stapelwandbreet gouf reduzéiert an d'Projetkäschte goufen reduzéiert.
Den Apparat huet déi folgend Virdeeler:
● Verbesserung vun der operationeller Leeschtung a Produktiounsleistung
● Héije Grad vun Automatiséierung, reduzéiert Personalopwand
● Verbesserung vun der Betribsëmfeld an der Sécherheet
● Verbessert d'Stabilitéit vun der Produktqualitéit, stabil a zouverlässeg Formen, a kann d'Produktioun vu Materialien mat ënnerschiddlecher Déckt a Stäerkt gerecht ginn.
● Verbesserung vum Produktrendement
● Reduzéiert d'Käschte vun der Ausrüstung
● Mat der echter däitscher COPRA-Pass-Designsoftware kann, andeems d'Dehnung vum Kaltwalzformprozess analyséiert gëtt, dee gëeegentste Kaltwalzformprozess an den Deformatiounspass bestëmmt ginn, ier d'Roll hiergestallt gëtt. D'Finite-Element-Simulatiounstechnologie kann benotzt ginn, fir ze simuléieren. Am Prozess vun der Kaltwalzformung gëtt den Design vun der Rull optimiséiert, an d'Spannungs-Dehnungssimulatioun gëtt benotzt, fir ze verifizéieren, ob et e geféierleche Beräich gëtt, deen ufälleg fir Mängel am Design ass.
● Fir Zäit beim Rollenwiessel beim Ännere vun de Spezifikatioune ze spueren, sinn Schnellwechselvorrichtungen fir Wellen a Undriffswellen, souwéi Rollenwiessel-Tools virbereet.
Zäitpunkt vun der Verëffentlechung: 21. Februar 2023