
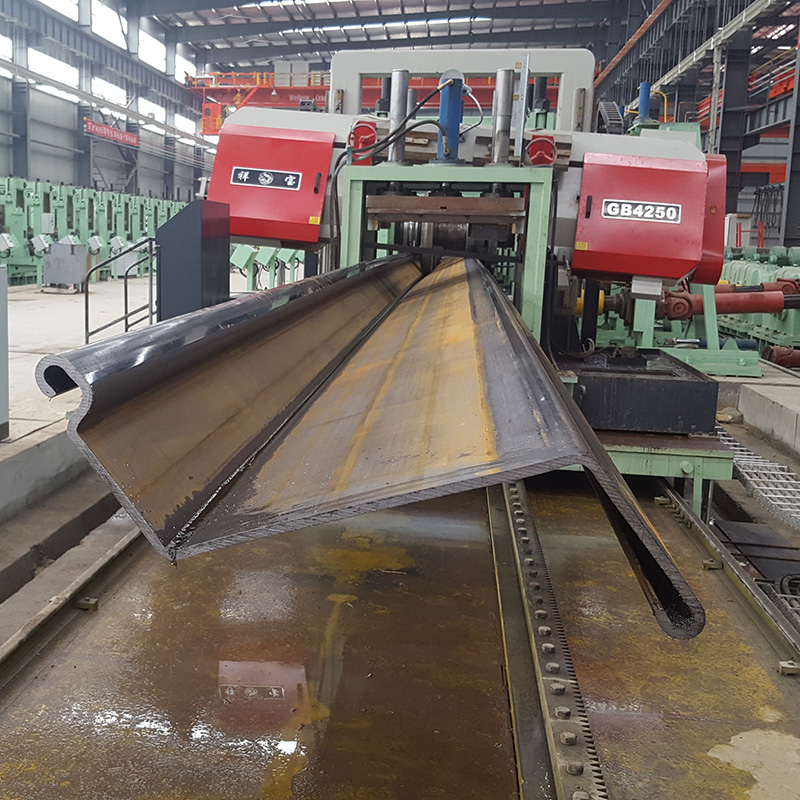
Stálræman er stöðugt beygð með köldu beygju til að mynda Z-laga, U-laga eða aðra þversniðslögun, sem hægt er að tengja saman með lásinum til að byggja grunnplötur.
Stálplötur sem framleiddar eru með valsun á köldmótun eru helstu afurðir kaltmótaðs stáls í byggingarverkfræði. Stálplöturnar eru reknar (pressaðar) í grunninn með stauraökutæki til að tengja þær saman og mynda stálplötuvegg til að halda jarðvegi og vatni. Algengar þversniðsgerðir eru: U-laga, Z-laga og bein vefgerð. Stálplötur henta til að styðja við mjúka undirstöður og djúpar gryfjur með hátt grunnvatnsborð. Uppbyggingin er einföld og kostir hennar eru góð vatnsheldni og hægt er að endurnýta þær. Afhendingarstaða stálplötur Afhendingarlengd kaltmótaðra stálplötu er 6m, 9m, 12m, 15m og einnig er hægt að vinna þær í samræmi við kröfur notenda, með hámarkslengd 24m. (Ef notandinn hefur sérstaka lengdarkröfu er hægt að leggja til hana við pöntun) Kaltmótaða stálplöturnar eru afhentar eftir raunþyngd eða fræðilegri þyngd. Notkun stálþilja Kaltmótaðar stálþiljavörur eru með þá eiginleika að vera þægilegar í smíði, framvinda hratt, þurfa ekki mikið byggingartæki og eru hagstæðar í jarðskjálftatækni í byggingarverkfræði. Þversniðsform kaltmótaðra stálþilja er hægt að breyta í samræmi við aðstæður verkefnisins og lengd, sem gerir burðarvirkishönnunina hagkvæmari og sanngjarnari. Þar að auki, með því að fínstilla þversniðshlutann á kaltmótuðum stálþiljavörum, hefur gæðastuðull vörunnar verið verulega bættur, þyngd á metra af veggbreidd staura hefur verið minnkuð og kostnaður verkefnisins hefur verið lækkaður.
Tækið hefur eftirfarandi kosti:
● Bæta rekstrarafköst og framleiðsluafköst
● Mikil sjálfvirkni, sem dregur úr vinnuálagi
● Bæta rekstrarumhverfi og öryggi
● Bætir stöðugleika vörugæða, stöðuga og áreiðanlega mótun og getur mætt framleiðslu á efnum með mismunandi þykkt og styrk
● Bæta vöruafköst
● Lækkaðu kostnað við búnað
● Með því að nota ekta þýska COPRA hönnunarhugbúnaðinn, með því að greina álagið í kuldbeygjumótunarferlinu, er hægt að ákvarða hentugasta kuldbeygjumótunarferlið og aflögunarferlið áður en rúllan er framleidd, og hægt er að nota endanlega þáttahermunartækni til að herma. Í kuldbeygjumótunarferlinu er hönnun rúllunnar fínstillt og álagshermun er notuð til að staðfesta hvort til staðar sé hættulegt svæði sem er viðkvæmt fyrir göllum í hönnuninni.
● Til að spara tíma við að skipta um rúllur þegar forskriftir eru breyttar eru hraðskiptabúnaður fyrir ás og drifása, ásamt verkfærum til rúlluskipta, útbúinn.
Birtingartími: 21. febrúar 2023